



价格:¥10000.00/台
品牌:本森智能装备
功率:9kw
电压:380v
厂家:肥城市本森自动化设备厂
起订:1台
供应:100台
发货:3天内
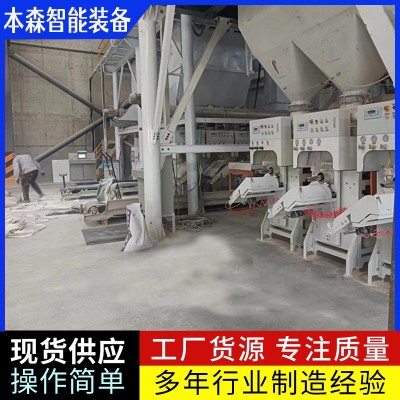
无水葡萄糖自动封口式包装机是一种专为无水葡萄糖等粉剂或颗粒物料设计的自动化包装设备,结合精准计量、自动封口和高效输送功能,广泛应用于食品、医药、化工等行业。以下从设备特点、技术参数、应用场景及选购建议等方面进行详细介绍:
一、无水葡萄糖自动封口式包装机设备特点
1. 高精度计量
1. 采用螺旋给料或振动给料技术,结合高精度称重传感器,实现±0.2%~0.5%的计量精度,满足医药、食品行业对包装重量的严格要求。
2. 自动化封口
1. 配备热封或超声波封口装置,支持多种封口形式(如三边封、四边封、背封),封口牢固、美观,适应不同包装材料(如复合膜、铝箔袋)。
3. 防尘防潮设计
1. 全封闭结构配合除尘接口,有效减少粉尘飞扬;密封性能优异,防止无水葡萄糖受潮结块,确保产品质量。
4. 灵活的包装形式
1. 支持预制袋、卷膜制袋两种模式,可适应不同生产需求;可选配打码、喷码、易撕口等功能。
5. 模块化与可扩展性
1. 设备结构紧凑,模块化设计便于维护和升级,可根据需求扩展自动上料、自动码垛、金属检测等功能。
二、无水葡萄糖自动封口式包装机技术参数(参考市场主流机型)
参数 | 规格 |
包装重量 | 1~50kg(阀口袋) / 500~2500g(预制袋) |
包装速度 | 30~120袋/分钟(500g装) |
计量精度 | ±0.2%~0.5% |
适用物料 | 无水葡萄糖、奶粉、咖啡粉、调味品等粉体 |
封口形式 | 热封、超声波封口 |
包装材料 | 复合膜、铝箔袋、纸塑复合膜等 |
380V/50Hz(或定制) | |
总功率 | 3~10kW(根据配置) |
三、无水葡萄糖自动封口式包装机应用场景
1. 食品工业:用于无水葡萄糖、奶粉、咖啡粉等食品原料的定量包装,确保产品净含量准确,符合食品安全标准。
2. 医药行业:满足药品辅料(如无水葡萄糖)的高精度包装需求,避免交叉污染,符合GMP规范。
3. 化工行业:适用于化肥、农药、添加剂等粉体物料的包装,提升生产效率并降低人工成本。
四、无水葡萄糖自动封口式包装机市场情况
1. 价格范围
1. 小型预制袋包装机:约¥5万~¥20万
2. 大型阀口袋包装机:约¥20万~¥100万
3. 全自动生产线(含码垛、检测等):约¥50万~¥200万
2. 主要供应商
1. 广州市精科包装设备有限公司:提供JKF-159CE型全自动包装机,支持预制袋和阀口袋包装,计量精度±0.2%。
2. 安丘博阳机械制造有限公司:专业生产吨袋包装机,配备机械手码垛设备,实现全流程自动化。
3. 上海钦典机械制造有限公司:提供QD-200型给袋式包装机,支持无水葡萄糖粉剂的自动计量和封口。
五、无水葡萄糖自动封口式包装机选购建议
1. 根据产能需求选择机型
1. 小规模生产(<10吨/天):推荐预制袋包装机,占地面积小,投资成本低。
2. 大规模生产(>50吨/天):建议选用阀口袋包装机或全自动生产线,提高效率。
2. 关注防尘与防爆性能
1. 若生产环境粉尘浓度高,需重点考察除尘效果和密封设计。
2. 在易燃易爆区域,必须选择符合防爆标准的机型。
3. 售后服务与配件供应
1. 选择具备快速响应能力的供应商,确保设备故障时能及时维修。
2. 确认关键配件(如传感器、密封件)的供应周期和成本。
六、无水葡萄糖自动封口式包装机行业案例
· 某食品企业:采用JKF-159CE型包装机,实现无水葡萄糖计量精度±0.3%,包装速度100袋/分钟,生产效率提升60%。
· 某医药企业:通过QD-200型给袋式包装机解决无水葡萄糖包装时的粉尘问题,车间粉尘浓度降低至≤8mg/m³,符合GMP要求。
无水葡萄糖自动封口式包装机通过高精度计量、自动化封口和防尘设计,可显著提升生产效率、降低人工成本,并满足食品、医药行业对产品质量和安全性的严格要求。









