2021年11月3日,劳伦斯-利弗莫尔国家实验室(LLNL)的工程师们已经开发出了一种优化的液态金属喷射(LMJ)生产零部件的新3D打印方法,他们可以实现对液滴喷射时的实时监控。LLNL团队没有采用惯用的基于高速摄像的高成本方法,而是设计了一种将近场检测与模拟相结合的方法,在分析喷射材料时只关注一个参数。研究人员说,利用他们的方法,有可能在调整打印机的设置来校正零件质量之前,实时确定喷嘴问题的原因。
该研究的主要作者Tammy Chang说:"我们的结果表明,用毫米波检测方法可以对LMJ进行原位监测。这令人振奋,因为它意味着我们可以取代之前昂贵的高速、高分辨率的光学分辨仪器,实现实时性能评估和反馈控制,以确保高质量的金属打印零件。"

实时分辨LMJ问题
液态金属喷射是一种新的3D打印方法,它是通过微小的金属液滴从一个喷嘴高速发射,由点形成线,由线形成层面,进而可以建立成均匀的零件,方法类似于喷墨打印机。然而,与基于激光的系统相比,LMJ机器不需要使用危险的金属粉末,因此它们有可能提供一种更安全的手段来达到相同的目的。随着喷射技术不断被开发出新的应用,其性能也受到了更多的正视。事实证明,在某些应用中,确定最佳参数集是很困难的。这主要是由于喷射材料会受到多种因素的影响,从液滴大小和喷射时间,到速度、流速和温度等。
虽然高速摄像经常被用来分析LMJ的运行情况,但这种方法只能真正用于几秒钟,因为由于处理的限制,大量的数据需要几天的时间来筛选。为了使实时分析更加合理,LLNL团队因此开发了一种可扩展的方法,它更多地依赖于模拟,而不是捕获数千兆字节的信息。
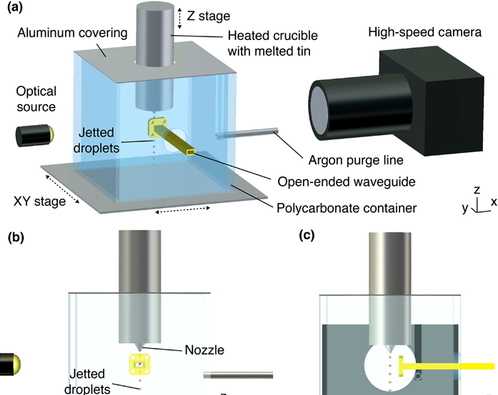
△LLNL团队的实验性材料喷射监测装置。图片来自《应用物理学杂志》。
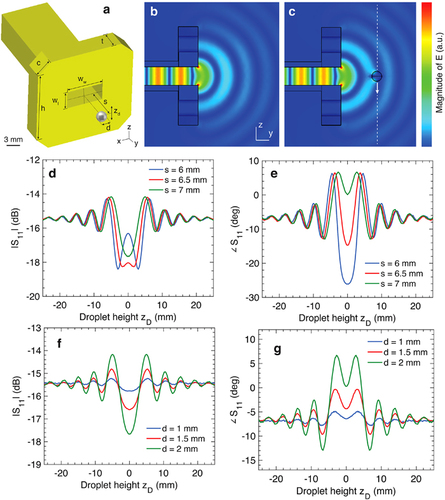
△模拟的开放式波导结果。所有尺寸的单位是毫米。(a) 矩形波导孔的尺寸,金属液滴的直径为d,高度为zD¼0,距离波导边缘的距离为s。wW¼ 7:11, wL ¼ 3:56, c ¼ 3:46, t ¼ 3:81, h ¼ 14:26.高度zD ¼0,距离波导边缘的距离s。(b) 开放式波导的瞬时电场大小。开放式波导的瞬时电场大小。(c)当直径为800微米的液滴位于s ¼7, z ¼ 0时的瞬时电场。 (d)和(e)回波损耗大小和相位作为不同液滴高度的函数。与波导不同距离s时,液滴高度的函数。(f)和(g)在不同的液滴直径下,回波损耗的大小和相位是液滴高度的函数。
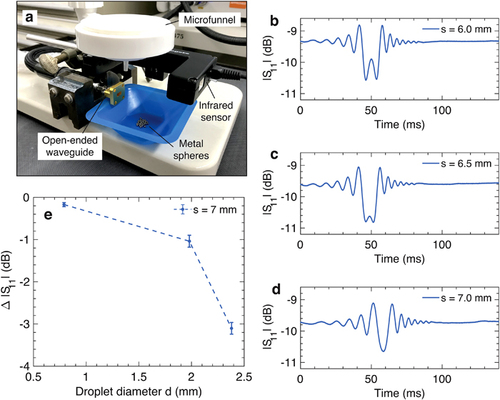
△用已知直径的金属球体进行的控制性实验。(a) 实验装置。(b)-(d)不同液滴间距下测量S11的时域结果 的时域结果。液滴直径:1.98毫米。(e) 三个球体直径(0.79, 1.98,和2.38 mm)的S11的相对变化
可用于工厂级生产的的LMJ监测工具
工程师们改进后的监测方法主要是在生产过程中把一个开口的波导垂直于打印机,这样任何喷射的液滴就会通过其孔径的电磁场。通过这样做,就有可能在现场捕捉到金属液滴的动态,这种方式需要收集的数据远远少于单独使用视频分析时所需的数据。
为了将他们的方法付诸实践,LLNL团队将一个铝制波导插入到LMJ 3D打印机的构建室中,并在系统的两边设置了摄像头来捕捉结果。有趣的是,通过一次关注一个参数,研究人员能够积累足够的数据,通过电磁模拟获得对液滴行为的微观级分辨力。
例如,在喷射过程中,研究小组能够非侵入性地确定液滴的间距和直径对打印层特性的精确影响。通过进一步评估他们的数据,工程师们还能够找到他们实验中出现的打印喷嘴堵塞的原因,因为当它发生时,在捕获的波长中有一个可观察的变化。
事实证明,喷嘴表面积聚了一种张力,阻碍了材料的发射,并导致液滴粘在原地,直到打印机的下一个脉冲将其弹出。因此,研究人员认为,如果在工厂环境中部署,他们的方法可用于实时确定沉积液滴的质量,使制造商能够最大限度地减少打印故障。
研究报告的合著者Andy Pascall总结说:"获得一个干净的、直接落下的单滴喷射是实现良好打印质量的关键。高速摄像在我们测试新的打印参数的实验室规模的环境中效果很好,但在生产中永远不会发挥作用,而这种类型的分辨方式将在生产条件下非常适用。"
虽然LLNL的分辨工具目前能够检测到大小为400-500