激光熔覆技术是20世纪80年代后兴起的一种新的表面处理技术,是指在基体表面上涂覆不同材料,这些材料以粉末的形式经送粉装置输送到基体材料表面,然后通过激光照射使粉末材料熔化后逐渐凝固在基体上,形成一种新的复合材料的工艺方法。这种工艺可以改善基体材料表面的耐磨,耐热,耐腐蚀的特性。因此,此技术有很高的经济效益,目前在制造和修复金属零件方面已得到广泛应用,而且在航空航天,机械电子,武器制造,以及3D打印等方面具有良好的应用前景。

图片:DMGMORI激光熔覆工艺加工的铜与不锈钢材料散热器
此外,传统制造领域,双金属复合界面的结合方式多采用机械结合型复合或冶金结合型。激光熔覆技术在双金属的加工方面相比于传统加工工艺具有着突出的优势。
![]() 粉末控制的学问
粉末控制的学问
在激光熔覆过程中,粉末材料的运输非常重要。好的输送可以减少粉末浪费,提高粉末利用率等,故送粉系统成为激光熔覆技术中的一个非常重要的环节,而送粉喷嘴作为送粉系统的关键组成部分之一,会直接影响熔覆零件的质量,因此国内外学者对送粉喷嘴进行了一系列研究,并取得了一定的成果。
目前激光熔覆技术中主要有预置粉末法和同步送粉法。预置粉末的熔覆层有气孔,变形,开裂和脱落等缺陷,而且能耗较大,故同步送粉法受到更大程度的青睐。同步送粉法又分为侧向送粉与同轴送粉。侧向送粉是指在激光束的一侧安置送粉喷嘴,这种送粉方式不适用于复杂三维轨迹,故在3D打印技术中,主要考虑同轴送粉的方式。
同轴送粉又分为自重式送粉和载气式送粉,自重式送粉是依靠粉末的重力进行输送,这种送粉方式粉末利用率高,但输送的粉末连续性差,水平方向动力不足,影响粉末汇聚,降低利用率造成较大浪费。载气式送粉是基于固气两相流原理,依靠气体的动力输送粉末,这种方式粉末混合均匀可以连续输送。但由于受气体影响较大,难以控制粉末的流向,所以粉末的利用率低。目前3D打印技术中的喷头主要运用载气式送粉来实现打印过程。基于以上同轴送粉的一系列问题,国内外许多学者和工程师都致力于同轴送粉喷嘴的设计和改进来克服送粉时的缺点。
![]() 文献分析
文献分析
数值模拟在对送粉的控制中发挥了重要的作用,本文通过对不同文献的研究方向进行了组略的概括。
这里的文献中存在以下简化:
1. 经分析在同轴送粉的所有模型中,粉末与总气体的体积比值远小于0.1,在此情况下粉末为流体中的非连续性介质,故可以运用离散相定义其性质并模拟。
2. 打印料材粉末在固体基底上的相变凝固时一个复杂多变的过程,为简化喷头附近的粉末流流场,以下文献均没有对此阶段模拟计算。
3. 以下文献均采用稳态模拟,考虑计算精度要求及计算成本,文献中的模型均为RANS模型。
- 同轴送粉喷嘴气固两相流流场的数值模拟
西安交通大学机械制造系统工程国家重点实验室的张安峰教授对载气式同轴送粉模型进行了二维数值模拟(2008)。主要探究其打印喷头的锥环间隙和锥角大小与粉末喷出后的浓度分布关系。该研究应用FLUENT软件进行数值分析,仅为二维轴对称计算,没有进行物理校核试验。计算的定义域截取喷嘴出口至底部固体基底的流体区域,但并没有考虑基底对粉末流场的影响。
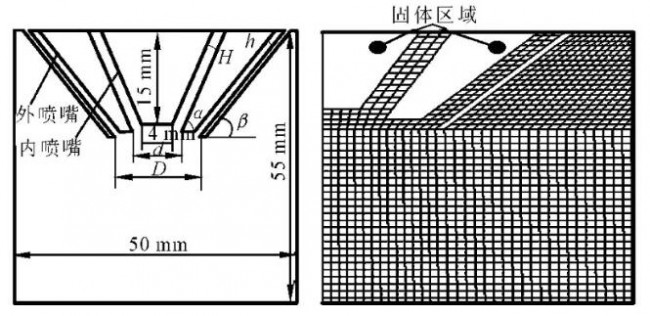
图1粉末流计算域(张安峰等)
图1左侧显示的时喷嘴处的二维侧视图(简化图)右侧显示为其对应的网格处理图。该计算重点探究颗粒流流出喷嘴后的浓度及流场结构。流体区域为网格区域,空白区域为固体区域。由左图可知整个计算结构关于中轴线对称,为减小计算成本,该模拟采用轴对称建立2D模型。
- 湍流模型采用标准 κ-ε 模型,对于近壁面区域采用壁面函数法进行计算。划分网格时没有对近壁面区域加密但第一个节点不是在log区域内。对颗粒的模拟采用离散相模型(DPM),惰性气体简化为理想气体。
- 计算过程没有进行热耦合计算,即没有开启能量计算功能。
- 文章中并没有对粉末的特性(例如粉末大小分布)做详细描述。
- 默认气粉具有相同速度,u=6m/s。
-Numerical simulation of the focused powder streams incoaxial laser cladding
台湾国立成功大学,机械工程学院的Lin教授在2000年发表的文献: Numerical simulation of thefocused powder streams in coaxial laser cladding奠定了早期同轴送粉数值模型的基础。这篇文章中的数值模型构建同样应用FLUENT,对喷嘴出口至底部固体基底的流体区域(未考虑基底)计算(图2)。主要探讨内部喷嘴出口相对于外部锥形区域的位置(内置或外凸)。
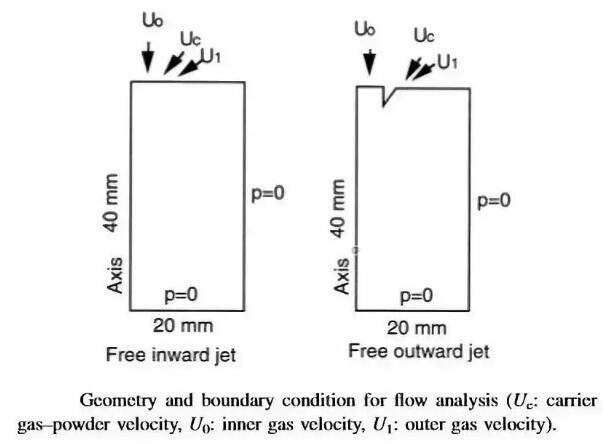
图2 粉末流计算域(Lin.J)
如上文提到,这篇文章为后续一系列研究奠定了基础。其设置条件如下:
- 由于不规则的几何模型限制,此计算中的坐标系选择BFC(mapped mesh)。
- 湍流模型采用标准 κ-ε 模型。
- 对颗粒的模拟采用离散相模型(DPM),惰性气体简化为理想气体。
- 能量方程开启但没有考虑因为激光辐射所产生的能量变化。
- 计算粉末流动路径时,仅考虑拉力、重力和自身惯性力,不考虑周围气体对粉末的影响。
- 粉末直径大小分布符合Rossin-Rammler分布(直径范围45um-105um/30组)。
- 入口均匀速度分布。
边界条件设置:
- 速度入口:Uo=4m/sU1=8m/s。
- 粉末速率:0.04g/s(不锈钢粉末)
- 压强出口(底部为出口):P0=1atm。
- 壁面(右侧为壁面):陷落无滑动。
- 轴对称(左侧为轴对称)。
- Modeling of coaxial powder flow for the laser direct deposition process
考虑到激光熔覆的复杂性,以上所有的文献在研究粉末浓度分布时均未考虑激光辐射所产生的热变化,更没有涉及到打印料材粉末的相变过程。Wen(2009)在其研究中在模拟粉末流的同时考虑到了因为激光辐射所造成的能量变化,包括粒子的相变过程。并且在模拟粒子流的过程中考虑到了不同的粒子形状对计算结果的影响。
Wen将整个熔覆过程分为三个模型:1.紊流的模拟,2.粒子流的模拟,3.粒子加热的模拟。该模型的计算域包括粒子流喷出后至熔融基底(不包括基底)的流场,以及部分输送粒子管道的流场(图3)。
在模拟紊流的模型中,Wen同样选择了RANS中最常用的标准模型的稳态模拟过程,而在定义粒子时,他将粒子直径范围设定在45um-150um,与此同时,形状参数也被引进来定义不同的粒子形状。除此之外,这篇文献也运用DPM对粒子流进行模拟。本文最大的亮点在于将激光辐射以及粒子熔融相变考虑在内。通过开启FLUENT中融化与凝固模型(melting& solidification)实现对相变过程的模拟,而应用UFD来定义激光密度来实现对激光辐射的考虑。
该模拟计算的模型经过对应物理实验的校核,最终展示了流场的动力学和热力学状态。边界条件设定如图3。
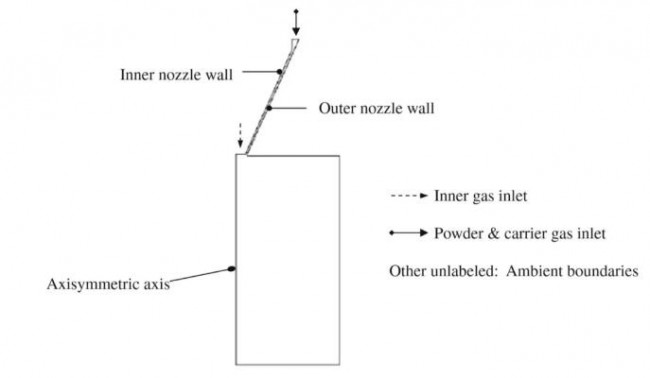
图3粉末流计算域(Wen. S.Y, etc.)
![]() 对比与总结
对比与总结
考虑到计算精度与计算成本,对激光熔覆技术的仿真模拟计算均采用RANS模型中最常用的标准κ-ε模型。文章中列举的研究文献均运用FLUENT求解打印粉末的流场结构。经预估3D打印同轴送粉的激光熔覆技术中粉末流的斯托克数,得知绝大多数情况下,此流场的斯托克数远大于1,故流场内粉末的运动主要取决于自身的惯性力或重力,外部流场对其影响可以忽略不计。
根据计算的目的,以上的几篇文献对流场的热力学计算均作了不同程度的简化与假设。其中西安交通大学机械制造系统工程国家重点实验室(2008)没有考虑任何热力学方程,而Lin(2000)的模拟计算中仅考虑了除激光辐射之外的热量计算。Wen(2009)通过FLUENT中的UDF实现了对离散型粒子流的激光辐射模拟。
以上的几篇文献中,只有Wen的计算中考虑到了粒子形状对流场的影响,其他的研究均假设粒子为球形。Lin与Wen在模拟粉末流中粒子大小时均采用Rossin-Rammler分布,而其他文献中认为粒子为大小相同的球体。
通过模拟仿真在针对DMD激光熔覆3D打印过程中的应用,可以对我国自主研发打印机结构起到指导作用,也使我们更加了解此打印方法的技术壁垒进而深入学习、设计、提升对3D打印的控制能力。
参考文献:
张安峰等,同轴送粉喷嘴气固两相流流场的数值模拟,西安交通大学学报,42l9Sep.2008
Lin. J, Numerical simulation of thefocused powder streams in coaxial laser cladding, Journal of Materials Processing Technology, 105 (2000) 17±23, 2000
Wen. S.Y, etc., Modeling of coaxial powderflow for the laser direct deposition process,International Journal of Heat and Mass Transfer, 52 (2009)5867–5877, 2009
张亦舒
安世亚太增材设计仿真部流体咨询工程师,美国Colorado State University环境工程学士,环境流体力学硕士。参与国内外多个工程项目,专长紊流仿真模拟,传热分析等。在3D打印机机型方面,对FDM与DMD机型均有仿真计算经验。
(采编:www.znzbw.cn)